18949568948
 ���l���ܳ�Ҋȱ�ݼ��A����ʩ��B
���l���ܳ�Ҋȱ�ݼ��A����ʩ��B
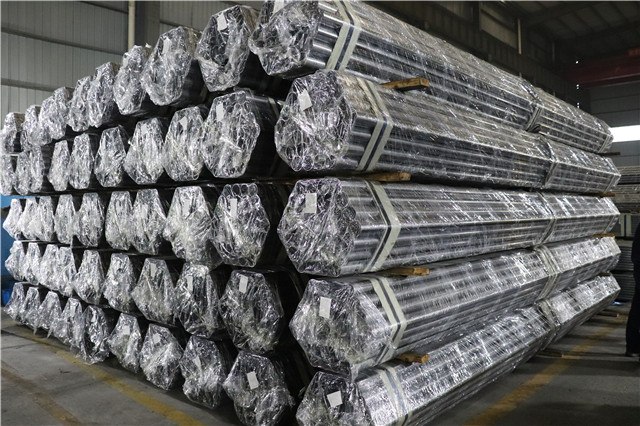
���l���������a�^���е�ȱ�ݿ������ɸ��N��������ģ������A�s��.�A��.����A���ںϲ����ȱ��?�҂��^�m���¿���...
 ���ܺ��ӹ�ˇ����
���ܺ��ӹ�ˇ����
��\䓵ĺ�ǰ�ʂ��c��ͨ��̼���ͬ����Ҫע����ǣ��¿ڳߴ��������\�ӑ��м�̎�������˺��ӣ��¿ڳߴ瑪���m��һ���60~65�㣬��һ�����g϶��һ���1.5~2.5mm;��p���\�����p�ĝB���ں�ǰ���Ɍ��¿ڃȵ���\��������ٺ���...
 ���ܵ����a��ˇ
���ܵ����a��ˇ
ֱ�p�������a��ˇ���Σ����aЧ�ʸߣ��ɱ��ͣ��lչѸ�١��������ܵď���һ�����ֱ�p���ܡ����������^խ���������a���^��ĺ��ܣ�Ҳ��������ͬ���ȵ��������a��ֱͬ���ĺ��ܡ����c��ͬ�L�ȵ�ֱ�p����ȣ����p�L��������30~100%�����a�ٶȵ͡�...
 ���ܵIJ������c
���ܵIJ������c
ֱ�p�������a��ˇ���Σ����aЧ�ʸߣ��ɱ��ͣ��lչѸ�١��������ܵď���һ�����ֱ�p���ܡ����������^խ���������a���^��ĺ��ܣ�Ҳ��������ͬ���ȵ��������a��ֱͬ���ĺ��ܡ����c��ͬ�L�ȵ�ֱ�p����ȣ����p�L��������30~100%�����a�ٶȵ͡�...
 ���ܹ�ˇ���̼��������c
���ܹ�ˇ���̼��������c
�����ڹ����^���У����a��ˇ���Σ����aЧ�ʸߣ�ʹ�óɱ��ͣ��lչ�졣�������ܵď���һ�����ֱ�p���ܡ����������^խ���������a���^��ĺ��ܣ�Ҳ��������ͬ���ȵ��������a��ֱͬ���ĺ��ܡ����cͬ�L�ȵ�ֱ�p����ȣ����p�L��������30~100%�����a�ٶȵ͡�...

��һ�� �Pע�֙Cվ






 �ھ��ͷ�
�ھ��ͷ�
