18949568948
������ڏ����ܵ����a��ˇ��һ�����s�Ҿ������^�̣��漰�����h�����P�I���g���������P�ڴ�ڏ��������a��ˇ�ĸ�����������800�����ң�
����һ��ԭ���Ϝʂ�
������ڏ����ܵ����aͨ����䓰��䓎�����ԭ���ϡ��@Щԭ������Ͷ�����aǰ����Ҫ���^������|���z�������^�z�顢�ߴ�y�������W�ɷַ����Լ����W���ܜyԇ�ȣ��Դ_����������P�˜ʺ��OӋҪ��
������������ˇ
���������Ǵ�ڏ��������a���P�I�h��֮һ����Ҋ�ij��ͷ����������Ƴ��ͺ�UOE���͵ȡ�
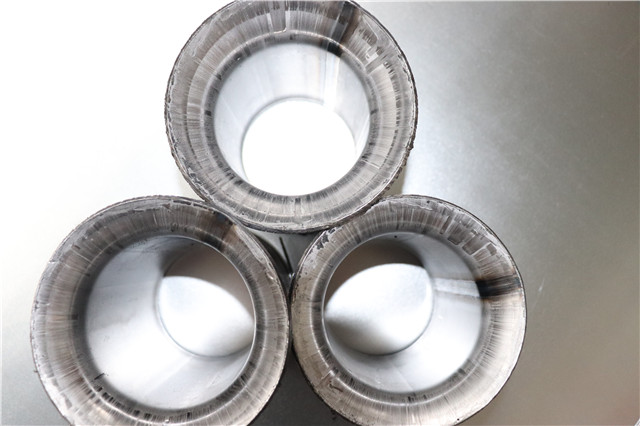
�������Ƴ��ͣ���䓰�ͨ�^����C�M�о��ƣ��γɈAͲ��ھ����^���У���Ҫ���_����䓰��߅�����R���Ա��C�AͲ�ĈA�Ⱥͳߴ羫�ȡ�
����UOE���ͣ�һ�N�������M�ij���ˇ������U���͡�O���ͺ�E�U���������E��ͨ�^�@һ��ˇ���������a���߾��ȡ����|���Ĵ�ڏ�䓹ܡ�
�����������ӹ�ˇ
���������Ǵ�ڏ��������a����һ�����ĭh������Ҋ�ĺ��ӷ������������lֱ�p���ӵȡ�
�����������к����ٶȿ졢���p�|���ߵȃ��c���ں����^���У������܉��o���p������������Ⱦ���Ķ��_�����p�ď��Ⱥ��g�ԡ�
�������lֱ�p���ӣ���Ҫ����ֱ�p��ڏ�䓹ܵĺ��ӡ�ͨ�^���l����a�������ᣬ��䓰�߅��Ѹ�ټӟᵽ�ۻ���B��Ȼ��ͨ�^�D���b�Ì��ۻ���߅���D����һ���γɺ��p��
�����ġ��z�y�c�|������
�����ڴ�ڏ����ܵ����a�^���У��|���z�y�Ǵ_���aƷ�|������Ҫ�h������Ҋ�ęz�y���������o�p�z�y���Ɖ��ԙz�y�ȡ�
�����o�p�z�y���糬���z�y��X�侀�z�y�ȣ��܉��ڲ��Ɖ�䓹ܵ���r�£��z�y���p�Ȳ��Ƿ����ȱ�ݡ�
�����Ɖ��ԙz�y��������ԇ����ԇ�ȣ�ͨ�^��ȡԇ���M�����W���ܜyԇ���ԙz�y���p�����W�����Ƿ����Ҫ��
�����塢�и��c����
���������͑�����������ɵ�䓹��M���и�Ͷ��ߡ��и���Բ��û����и���x���и�ȷ������_��䓹ܵ��L�Ⱥͳߴ羫�ȷ��Ͽ͑�Ҫ��
���������ܶ˼ӹ��c���R
������䓹ܵăɶ��M���¿ڼӹ����Ա����c�����ܼ��M���B�ӡ�ͬ�r����䓹����M�И��R������䓹ܵ�Ҏ���|�����a���ڡ����a�S�ҵ���Ϣ���Ա����Ñ��R�e������
�����ߡ����b�c�\ݔ
�������^�z�ϸ�Ĵ�ڏ�������Ҫ�M�а��b���Է�ֹ���\ݔ�ʹ惦�^�����ܵ��p�ġ����b���Բ��������������ȷ�ʽ��������Ҫ���ڻ��L���x�\ݔ��䓹ܣ�߀���Բ��ü��b����b��
�����C����������ڏ����ܵ����a��ˇ�漰�����h�����P�I���g����Ҫ�������ÿ���h�����|�����Դ_���aƷ���|�������ܡ�

��һ�� �Pע�֙Cվ

















 �ھ��ͷ�
�ھ��ͷ�
